

— Data Speaks: From “Subtractive” to “Additive,” a Manufacturing Revolution in Implant-Grade PEEK Has Arrived
1. Why Compare 3D Printing with Machined PEEK?
PEEK (polyetheretherketone), often referred to as the “king of implant-grade plastics,” has traditionally relied on the “rod/plate → CNC machining” process. However, machining presents three major challenges:
- Material utilization of only ~30%, resulting in high costs;
- Difficulty in producing complex porous or curved structures in a single process;
- Design modifications require reprogramming tool paths or processes, leading to relatively long iteration cycles.
With the maturation of high-temperature fused deposition modeling (FDM) and selective laser sintering (SLS) technologies, 3D-printed PEEK is now challenging the dominance of machining. Recently, we conducted a study on implant-grade AKSOPEEK using the FDM process with post-treatment. Based on the YY/T 0660—2008 standard Polyetheretherketone (PEEK) for surgical implants, we systematically compared the mechanical properties, density, and manufacturing efficiency of the two processes.
Key conclusion:
In terms of core mechanical indicators, 3D-printed PEEK fully meets standards and is generally comparable to machined parts. In manufacturing efficiency and material utilization, machining is at a clear disadvantage.
2. Performance Comparison: 3D Printing vs. Machining
| Test Item | Standard Requirement | AKSOPEEK Machined from Rod | AKSOPEEK Filament 3D Printed | Conclusion |
|---|---|---|---|---|
| Flexural modulus | ≥3000 MPa | 3940 MPa | 4311 MPa (X-axis), 3904 MPa (Y-axis) | Printed parts show higher stiffness, especially along X-axis; Y-axis comparable to rods. |
| Flexural strength | ≥110 MPa | 178 MPa | 173 MPa (X-axis), 167 MPa (Y-axis) | Slightly lower in printing, but within the same safe performance tier. |
| Stress at specified deflection | ≥110 MPa | 136 MPa | 141 MPa (X-axis), 133 MPa (Y-axis) | Printed parts outperform at the clinically critical 3.5% strain point. |
| Tensile strength | ≥90 MPa | 113 MPa | 95.0 MPa (Z-axis) | Z-axis limited by interlayer bonding based on thermal re-solidification; insufficient chain diffusion leads to earlier yielding and partial brittleness. |
| Fracture strength | ≥70 MPa | 80 MPa | 94.2 MPa (Z-axis) | Printed parts outperform. |
| Elongation at break | ≥5% | 23.6% | 14.7% (Z-axis) | Printed parts show lower ductility. |
| Notched impact strength | ≥4 kJ/m² | 4.6 kJ/m² | 5.1 kJ/m² (X-axis), 4.5 kJ/m² (Y-axis) | Printed parts exhibit better impact resistance, suitable for craniofacial and sports medicine applications. |
| Density | 1.28–1.32 g/cm³ | 1.300 g/cm³ | 1.293 g/cm³ (X-axis), 1.290 g/cm³ (Y-axis) | Porosity <1%; printed parts achieve near rod-level density. |
| Material utilization | — | ≈30% | ≥85% | Printing saves raw material significantly, reducing per-part costs by ~40%. |
| AKSOPEEK profile machining: tensile stress-strain curve | AKSOPEEK filament 3D printing: tensile stress-strain curve |
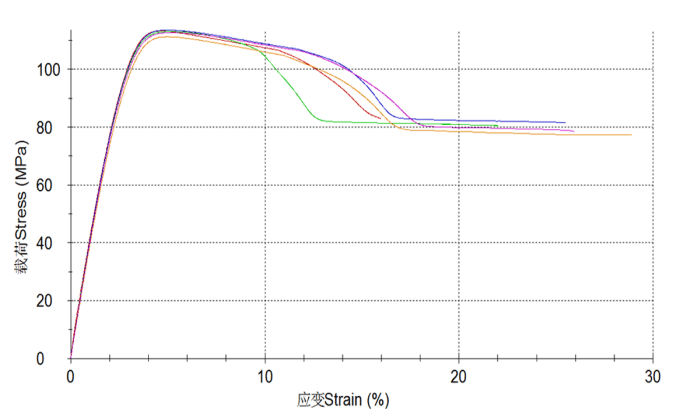 | 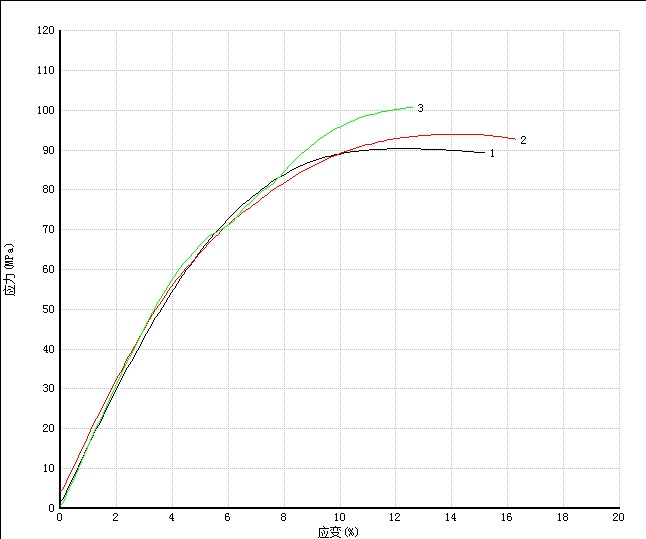 |
3. Technical Analysis: Why Can 3D Printing Match Extruded Rods?
- Precise Temperature Control
- Nozzle closed-loop PID control: limits melt viscosity fluctuation to <3%, ensuring uniform interlayer welding and eliminating visible voids;
- High-temperature chamber: keeps the previous layer at ~280 °C (above PEEK crystallization temperature Tc≈270 °C), increasing molecular chain entanglement depth from ~10 µm to 35 µm, thus enhancing interlayer shear strength and mitigating the “layer delamination” weakness.
- Optimized Printing Path Design
- Principal stress–orientation matching: finite element analysis identifies maximum stress direction, guiding slicing optimization for improved mechanical performance;
- Helical + staggered infill: continuous helical outer layer (enhanced hoop tension), staggered mesh inner layer (shear resistance), reducing stress concentration and enhancing impact toughness.
 | 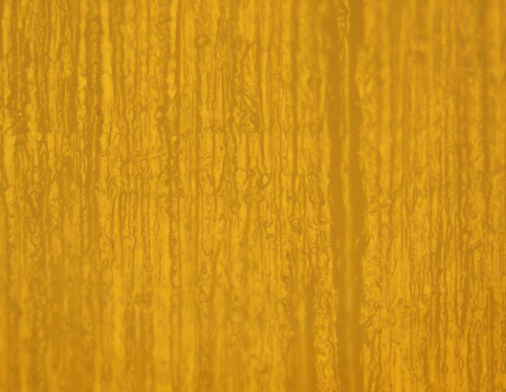 | 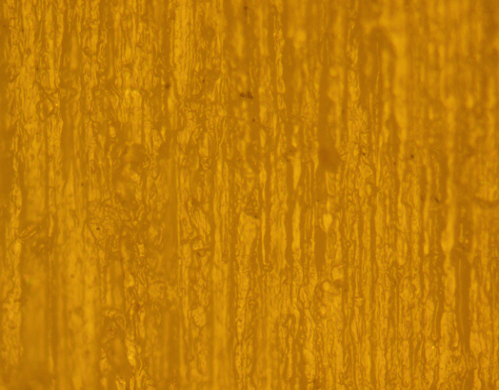 |
High temperature and high pressure instant welding, 3D printed AKSOPEEK reduces the porosity and welding defects to the same order of magnitude as extruded profiles, achieving “indifference-free substitution” of mechanical properties and biological durability.
4. Discussion
- Mechanical performance: Flexural modulus, flexural strength, and fracture strength of printed parts are comparable to machined rods; Z-axis tensile performance remains the primary limitation.
- Manufacturing efficiency: 3D printing achieves ≥85% material utilization compared to ~30% for machining, reducing raw material consumption and per-part costs by ~40%.
- Clinical value: 3D printing enables porous structures and patient-specific anatomical matching, providing bone integration benefits unattainable by machining.
5. Conclusion
3D-printed PEEK has reached parity with machined parts in most key mechanical properties, while offering significant advantages in material efficiency, manufacturing flexibility, and clinical adaptability.
As printing accuracy, interlayer bonding, and process stability continue to improve, 3D-printed implant-grade PEEK is expected to expand from craniofacial and spinal applications to long bones and sports medicine within the next five years, ultimately advancing toward the era of intelligent implants.
Final perspective: The dominance of machining in implant-grade PEEK manufacturing is being eroded. 3D printing has reached a stage where clinical adoption is technically feasible and economically compelling.